企業動態
托輥是皮帶輸送機的重要部件,種類多,數量大,其成本占皮帶輸送機總成本的35%,承受70%以上的阻力。托輥的作用是支承輸送帶和物料質量,托輥運轉靈活可靠才能減少輸送帶與托輥間的摩擦力,對占輸送機總成本25%以上的輸送帶壽命起著關鍵作用。雖然托輥部件較小,結構并不復雜,但制造出高質量的托輥并非易事。
我公司托輥生產線于20世紀八十年代初期引進德國運輸技術公司的專有技術和專有設備,能滿足大批量生產的需要,各項技術性能指標達到了當時的國際水平。但隨著使用時間增加,生產線設備性能指標逐漸下降,使部分托輥裝配后外圓徑向跳動存在超差問題而返修,已經到了必須解決的地步。
1、解決方案
在生產線設備無法滿足生產要求的背景下,急需采購一條托輥專機生產線設備。在采購前必須重新確定托輥制造工藝過程,現托輥制造工藝過程是:托輥管切斷下料,加工管止口,管與軸承座焊接成管座,裝入軸、軸承、密封件、擋圈及端蓋。其中管止口加工是關鍵工序,管止口加工受管止口加工設備、管原材料、操作者責任心等因素影響,是否有不受上述因素影響的新工藝方法,使管與軸承座焊接后不影響托輥外圓徑向圓跳動性能指標。經考察,國內托輥管與軸承座組焊方式有3種:
(1)管加工管止口,管與軸承座間隙配合裝配后組焊成管座;
(2)管不加工管止口,管端面與軸承座壓緊裝配后組焊成管座,見圖1;
(3)管不加工管止口,管與軸承座過盈配合裝配后組焊成管座。
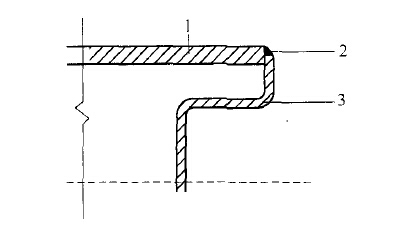
圖1 軸承座與管端面壓緊方式焊接
1.管體 2.焊縫 3.軸承座
第一種方式是管加工管止口,也是我公司目前使用的管加工方法,管切斷機床切斷方式是靠主軸孔內彈簧胎具夾緊管旋轉,刀具進給切斷時管前端無輔助支撐,管切斷過程中管前端下垂,管切斷后管端面出現橢圓形誤差,導致管切斷后端面呈現馬蹄形,即管端面與管軸線不垂直。而下一道工序加工管止口是以管端面和外圓定位的,管屬薄壁件,外圓是橢圓的,管止口加工完后出現管止口圓周上薄厚不均,俗稱壁厚差,另外管與軸承座在配合設計上也存在間隙,造成管兩端軸承座焊后不同軸,影響托輥外圓徑向圓跳動性能指標,且間隙的大小由操作者的技術水平和責任心決定,當管與軸承座焊接裝配后就出現托輥外圓徑向圓跳動性能指標超差。
第二種方式是在專用雙端焊接設備上直接焊接,托輥管不加工管止口,焊接前將托輥軸、軸承座、軸承、管組裝在一起,將組裝成半成品的托輥放到專用雙端焊接設備托架上,利用雙端焊接設備上專用的可更換“雙重組合定位夾具”工裝,既能保證軸承座與管同心、又能保證軸承座與管端面的壓合壓力,并帶動軸承座與管同時旋轉,進行焊接。可根據不同管徑,更換相應夾具,更換后需要進行調整,使夾具系統達到要求,工作方式為:首先,以兩端托輥軸為定位基準,帶有內錐面的雙重組合定位夾具外套伸出進行管定位,保證管外徑與托輥軸同心,目的是確保托輥管外徑與托輥軸同心。然后端面帶有齒形的雙重組合定位夾具內套伸出,將軸承座頂緊在管端面上,雙重組合定位夾具外套定位胎具退回,露出焊接空間,雙重組合定位夾具內套頂緊定位胎具,帶動軸承座與管同時旋轉并開始進行焊接。