企業(yè)動(dòng)態(tài)

1、裝配前的準(zhǔn)備工作
(1)對(duì)加工完的滾筒零件必須按照技術(shù)條件進(jìn)行檢驗(yàn),合格后才能送往裝配地點(diǎn)進(jìn)行裝配。點(diǎn)此查看:皮帶輸送機(jī)滾筒的結(jié)構(gòu)及質(zhì)量要求
(2)裝配前必須清除零件上附著的雜質(zhì)、碎末,軸承、軸、油孔等必須用煤油或汽油清理干凈,從而保證滾筒零件裝配運(yùn)轉(zhuǎn)后不致產(chǎn)生先期磨損。
2、常用滾筒零件的裝配工藝流程
(1)螺紋連接
正確旋緊螺栓和螺母。螺栓在連接中不應(yīng)有歪斜和彎曲的情況,鎖緊可靠。螺紋連接不宜擰得過(guò)緊,擰得過(guò)緊的螺紋連接會(huì)降低螺母的使用壽命并在螺栓中產(chǎn)生過(guò)大的應(yīng)力。
(2)脹套螺釘?shù)臄Q緊方法
為了防止結(jié)合面傾斜,應(yīng)用力矩扳手對(duì)角交叉均勻地?cái)Q緊脹套螺釘,1小時(shí)后再分別檢查脹套的全部螺釘,力矩應(yīng)符合圖紙要求。
(3)滾筒軸承裝配
①把軸承裝在軸上時(shí),壓緊軸承的壓力應(yīng)施加在軸承內(nèi)圈上;把軸承壓入殼體時(shí),壓力應(yīng)施加在軸承外圈上。過(guò)去安裝軸承常使用軟錘敲打,打擊力不能均勻地分布于軸承座圈的整個(gè)端面上,現(xiàn)在使用專(zhuān)用工具壓配,有效避免了碰傷軸承,見(jiàn)圖1。
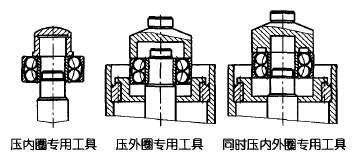
圖1 滾動(dòng)軸承裝配示意圖
②如果軸承內(nèi)圈與軸配合過(guò)盈較大,最好采用熱套法安裝,即把軸承放在溫度為90℃左右的機(jī)油、混合油或水中加熱后裝配。
③進(jìn)行滾筒裝配時(shí),軸承和軸承座油腔中應(yīng)充以鋰基潤(rùn)滑脂,軸承間隙的充油量為2/3,軸承座油腔中應(yīng)充滿油。
3、滾筒圓跳動(dòng)量及滾筒靜阻力系數(shù)的測(cè)定
以前測(cè)量圓跳動(dòng)量和靜阻力系數(shù)是在滾筒安裝在輸送機(jī)機(jī)頭上以后進(jìn)行的,由于地面不平,機(jī)架兩側(cè)有誤差,測(cè)量值不準(zhǔn)確。現(xiàn)在在實(shí)驗(yàn)臺(tái)上安裝了滾筒支架,能比較準(zhǔn)確地測(cè)出滾筒圓跳動(dòng)量和靜阻力系數(shù)。
(1)滾筒圓跳動(dòng)量的測(cè)定
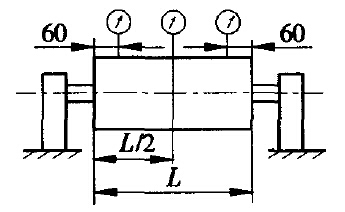
圖2 滾筒圓跳動(dòng)量測(cè)量示意圖
將裝配好的滾筒安裝在支架上,按圖2所示使3個(gè)千分表側(cè)頭法向接觸滾筒外表面,滾筒轉(zhuǎn)動(dòng)1周后,從千分表測(cè)出各位置的圓跳動(dòng)量,取其中最大值。滾筒裝配后,圓跳動(dòng)量應(yīng)不大于表1中的規(guī)定。
表1 滾筒圓跳動(dòng)量
| 滾筒直徑(mm) | <800 |