
企業動態
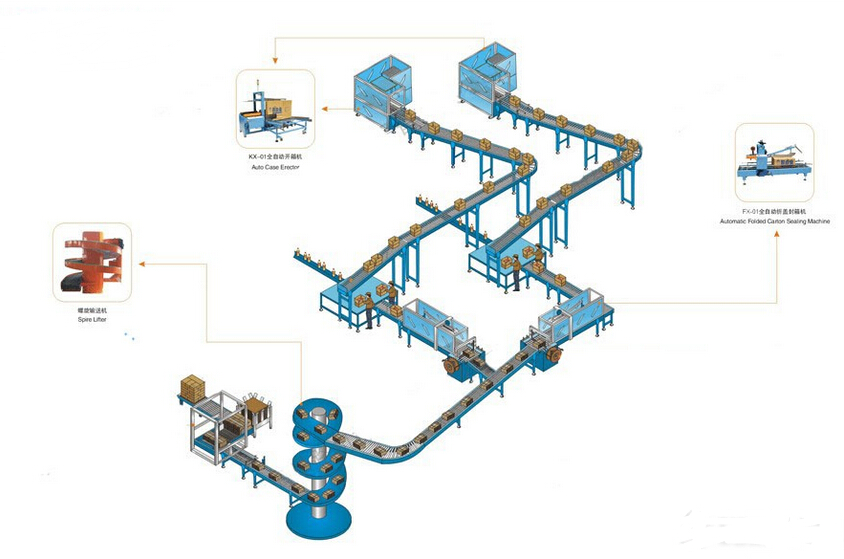
物料的自動包裝生產線工作循環圖,主要包括塑料薄膜制袋袋裝機、裝盒機、裝箱機及捆扎機之間借水平導槽連接,而總的構成則為一條剛性串聯型自動線。全線由控制柜統一進行程序控制。絕大多數執行機構依靠油缸驅動,只有少數用電動機。各主機每完成一次工作循環均需要8秒鐘。
包裝生產線是一組自動化程度較高的有機組合體。為確保生產線能夠按照預定的規律動作,需要合理編制生產線的工作循環圖即借助圖表將自動機及輔助裝置的運動配合關系簡明地表達出來。該圖編制形式與自動包裝機工作循環圖相似、擬定方法也相同、主要區別是前者表示的是各主機及輔助裝置的動作順序和時間。
結合該自動包裝生產線輸送作業具體分析大致如下幾點:
1、加強主機的聯鎖性,使得全線協調可靠地工作
剛性自動線內各主機的聯鎖性大都很強,編制工作循環圖時務必切實注意這一點。該自動線袋裝機與裝盒機之間是借機械手來傳送被包裝物品的,故應妥善協調袋裝機的機械手與裝盒機的機械手之間的動作配合。
在裝箱機與捆扎機之間也存在類似的情況,當步進油缸結束了推箱程序并且發出了相應的信號時,捆扎機才能進行捆扎,而不應任意確定起始動作時間。它們之間采用輸送帶來傳送物品,該段聯鎖性不強,對裝箱工作有利。
2、找出關健的影響因素,以提高全線的生產率
自動線工作循環圖編制對全線的生產率有直接影響。所以在擬訂過程當中要善于發現對全線生產率起主要決定作的某些關健設備和動作,并且尋求合理解決的途徑,
如該線中裝盒機的生產率約為20盒/分,即包裝一盒的周期為3秒。裝箱機的生產率則主要取決于20只小盒集積的時間,亦即與前兩道工序完成產品的情況有關。實際上影響全線生產率的關健設備是袋裝機。而影響袋裝機的關健因素乃是橫封切斷機構與機械手的運作配合。所以在設計時必須妥善考慮其機構的組成及工作特性。http://www.xmgou.cn/包裝生產線技術整理發布。
