企業動態
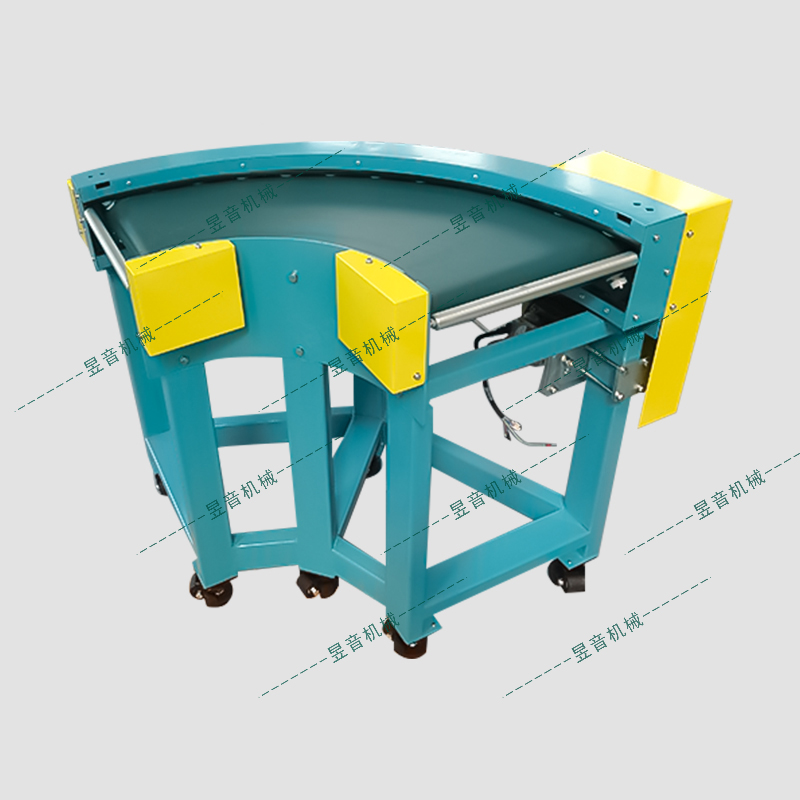
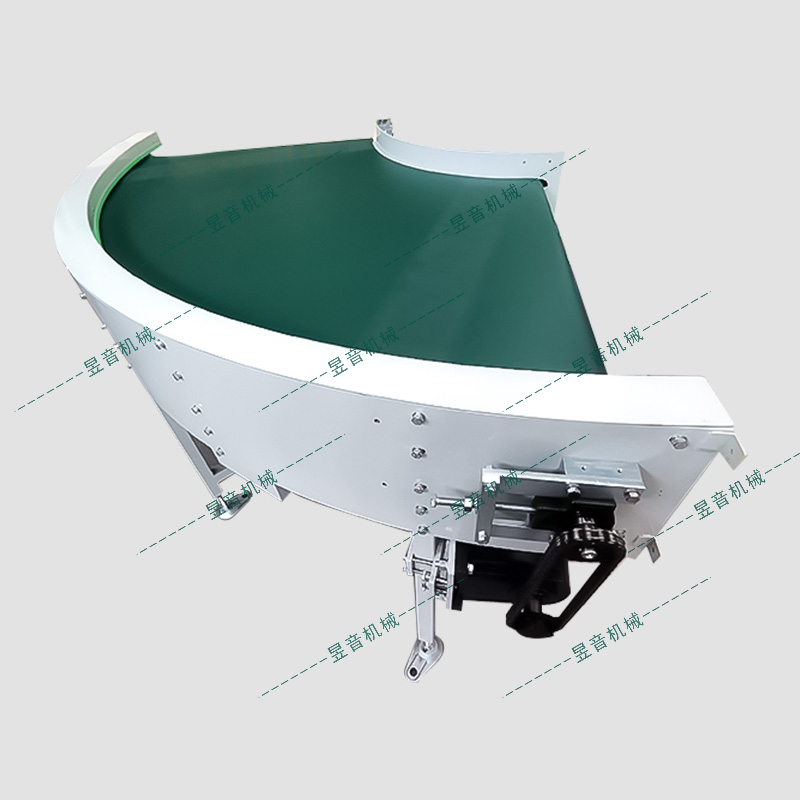
皮帶輸送機是由眾多部件進行組合而成,在進行運用時難免會出現各式各樣的故障,導致皮帶輸送機的正常運行。所以必須要知道皮帶輸送機各個部件的正確安全操作。
皮帶磨損不得超過其厚度的百分之五十,皮帶應該無嚴重撕裂現象。小型皮帶接頭應該根據皮帶尺寸選用皮帶卡子,裝配應該使其皮帶中心線垂直。小、中型皮帶采用螺栓、蓋板對口接合時,連接螺栓必須牢固,突出部分要去除,蓋板應與皮帶接觸嚴密。皮帶采用階梯搭接時,其搭接長度約為皮帶寬度的1.5倍,割開角度為二十,沒階梯間距為200mm,搭接處硫化或固化處理。中型皮帶采用分層角接時,其搭接角度可以取三十至四十度,搭接線應分層交叉,搭接處硫化或固化處理牢固。
金屬滾筒和托輥表面應該無裂紋、凹坑等嚴重缺陷,金屬滾筒和托輥徑向厚度磨損不得超過百分之六十,橡膠或塑料滾筒、托輥徑向厚度磨損不得超過百分之五十,滾筒的圓度公差值為直徑的百分之一。滾筒與托輥安裝時,其軸線與機體縱向中心線垂直度公差值為小型皮帶1.0mm,大、中型皮帶1.5mm。滾筒與托輥安裝后必須轉動靈活。軸的表面應該無損傷及裂紋,軸頸表面精糙度為Ra1.6,軸的直徑公差值為0.015mm/100mm,滾動軸承應無銹蝕、麻點和裂紋等缺陷,軸承游隙符合標準,軸承與軸的配合為H7/K6或H7/m6,軸承與軸承座的配合為J7/H6d,軸承與軸承座之間不允許放置墊片,如間隙超過標準可鑲套或更換軸承座。
滑動軸承合金表面應該無氣孔、夾渣、劃痕、剝落和裂紋等缺陷,粗糙度為Ra1.6。皮帶輪工作表面應光滑,精糙度為Ra302。皮帶輪與軸的同軸度要發,一般要求皮帶輪安裝后,徑向圓跳動公差值為0.0005D,端面圓跳動公差值為0.001D(D為皮帶輪直徑)。兩皮帶輪的中間平面軸向便宜量應該不大于0.005a(a為兩皮帶輪中心距),兩皮帶輪軸線平行度公差值為0.10mm/100mm。皮帶輪與軸配合為H7/K6或H7/JS6,皮帶張緊力調整適度,三角皮帶應該無撕裂和嚴重磨損。三角皮帶輪槽,新三角皮帶的內圓表面不得接近或進出輪才內徑表面。
兩鏈輪軸線應該保持平行,兩鏈輪的中間平面應該保持在同一平面內,兩鏈輪中心距小于500mm時,其軸向偏移量不大于1mm,中心距大于500m時,其軸向偏移量不大于2mm。安裝后鏈輪的徑向與端面圓跳動值見表3
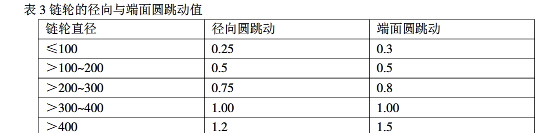
鏈輪齒厚磨損不得超過百分之三十,鏈條磨損其節距增大不得超過百分之一,鏈輪與軸配合為H7/K6或H7/js6。齒輪(開示齒輪)齒面接觸沿齒寬方向為百分之中十以上,沿齒高方向為百分之三十以上。齒輪嚙合時,齒頂間隙為0.20~0.30(m為齒輪為模數),齒面磨損應該不超過齒厚的百分之二十五,齒輪齒面應光潔:無裂紋、剝落等缺陷。齒輪與軸的配合為H7/K6或H7/m6。