企業動態
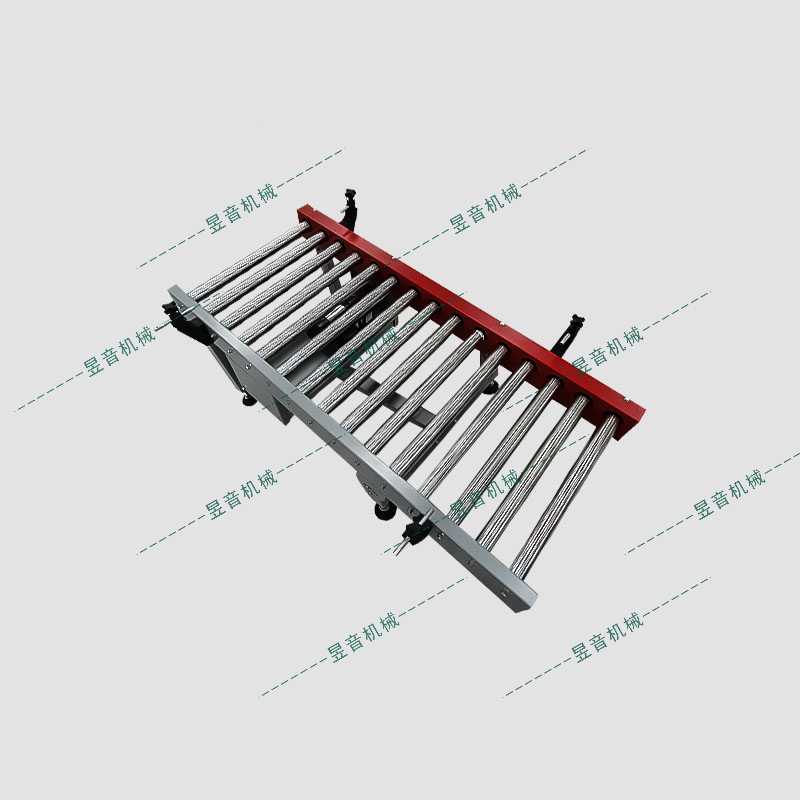
懸掛輸送線具有輸送距離遠、運行速度范圍大、轉彎、爬越靈活、節省場地等優點,被廣泛應用于家禽加工過程中的輸送線流水作業。家禽加工業通常稱之為高架輸送線或空架輸送線。
隨著家禽加工業的快速發展,單線輸運已經達到12000只/h的能力。懸掛輸送線長度達到幾百米至幾千米,必須采用多臺電機同步驅動。同步控制在家禽加工業的報道很少,本文將通過家禽加工業的發展,介紹同步控制在家禽加工懸掛輸送線上應用的過程,并推薦幾種適用的同步控制方法。
1、家禽加工生產線
家禽加工生產線按工藝分為:宰殺線、掏膛線、預冷線、分割線。水禽加工時,在宰殺線后面,有浸蠟線。
2、家禽加工懸掛輸送線的構成
輸送線由驅動電機帶動主動輪,再通過主動輪帶動輸送鏈條及被動輪運動。其中各滑架之間由鏈條連接,并在倒T字形或O形軌道上運行。輸送線由驅動裝置、張緊裝置、90°從動角輪、180°從動角輪、軌道、環形鏈條或鋼絲繩、滑架、掛鉤及吊板等零部件組成,見圖1。
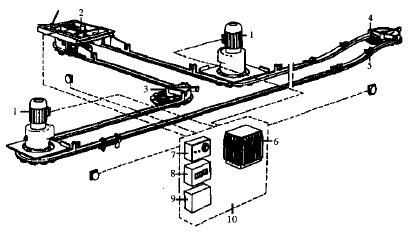
1-驅動裝置;2-張緊裝置;3-90°從動角輪;4-180°從動角輪;5-軌道;10-控制器
圖1 家禽加工懸掛輸送線示意圖
隨著生產規模的逐步擴大,輸送線距離越來越長,轉彎多,升降高度差大,用單電機驅動將造成線上拉力不均衡,極易產生爬鏈,甚至斷鏈事故,必須采用多臺電機同步驅動。在多電機同步驅動系統中,各電機通過減速機構與傳動鏈進行機械連接。
3、家禽加工懸掛輸送線工作環境
屠宰與分割車間屬于多水專業場所,經常使用氯消毒液、工作濕度大,非工作時間濕度可能達到露點以下,驅動電機之間相隔較遠。
4、電磁調速同步控制
二十世紀七十年代末八十年代初,中國糧油進出口公司和各地方外貿企業,以生產白條雞為主,僅有少量雞肉分割品出口。當時的生產條件、工藝和設備都很落后,根本談不上產業化。生產量極低,生產能力不足l000只/h,懸掛輸送線不超過百米,一臺異步電動機驅動即可,不需要調速。
1982年至1984年肉雞加工業出現了第一輪大規模設備改造,肉雞加工業開始向產業化邁進——機械流水作業。這段時期,開始應用電磁調速電機驅動。
系統組成:(多臺YCT系列電磁調速電動機)+(多臺WZ-3、WZ-4型電磁調速電動機控制器)+(一臺同操器),見圖2 。
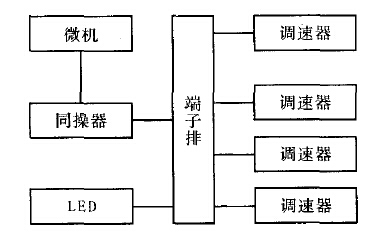
圖2 同步控制系統框圖
上述配置可以實施多臺輸送線串聯運行。它是將調節信號送到同操器,再由同操器隔離送出一個同樣大小的調節信號,串聯控制各臺調速電動機控制器,并在各調速電動機控制輸入端的端子排并聯發光二極管(LED),以防串聯回路開路。